
 93
93
Пресс-формование — это процесс, при котором из бумаги или картона делают трёхмерные изделия: тарелки, лотки, контейнеры. Такие изделия становятся всё более популярной заменой пластику, особенно в упаковке пищевых продуктов. Чтобы они были прочнее и устойчивее к влаге, бумагу часто ламинируют тонким слоем пластика, например полиэтилентерефталата (ПЭТ).
Важно не только сформовать лоток, но и обеспечить его механическую прочность, чтобы он не деформировался в процессе упаковки, транспортировки и использования. Известно, что нагрев при формовании помогает улучшить точность формы. Но до сих пор почти не изучалось, как количество тепла влияет на прочность при сжатии и на прочность угловых зон готовых изделий.
Цель работы: проверить, как разные режимы нагрева (температура и время выдержки) влияют на свойства пресс-формованных картонных лотков. Для этого авторы исследования сравнили образцы из обычного картона и картона с ПЭТ-покрытием.
- Базовый картон без покрытия.
- Картон с ламинатом ПЭТ (полиэтилентерефталат) на внутренней стороне.
ПЭТ-покрытие применялось для того, чтобы повысить влагостойкость и термостойкость материала. Оно также должно было повлиять на поведение картона при нагреве и прессовании.
Основные характеристики образцов — масса на единицу площади, толщина, плотность и содержание влаги — приведены в таблице 1.
Использовались металлические формы, имитирующие промышленное производство лотков. Листы картона нагревали и прессовали, образуя стандартные лотки с прямоугольным дном и загнутыми краями. Параметры процесса варьировались: температура нагрева (несколько уровней), время выдержки в форме.
Цель — выяснить, как изменяется прочность изделий при разных комбинациях этих факторов.
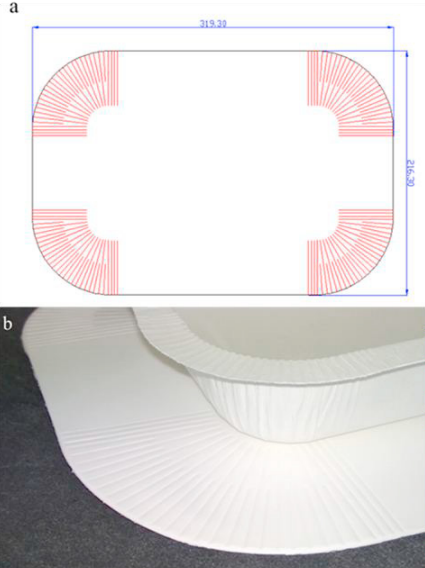
Рис. 1. (a) Геометрия заготовки лотка, биговки показаны красным цветом, (b) углы бигованной заготовки и прессованного лотка
1. Прочность при сжатии по диагонали (BCT — Box Compression Test).
Такой тест имитирует реальные нагрузки при штабелировании упаковки.
- Лоток устанавливали между двумя плитами и постепенно сжимали.
- Регистрировали максимальную нагрузку до разрушения.
2. Прочность угловых зон.
Отдельно проверяли, как углы лотка выдерживают нагрузку, так как именно там чаще всего происходят деформации.
- Деформация стенок.
- Измеряли, как сильно выгибаются боковые стенки при нагрузке.
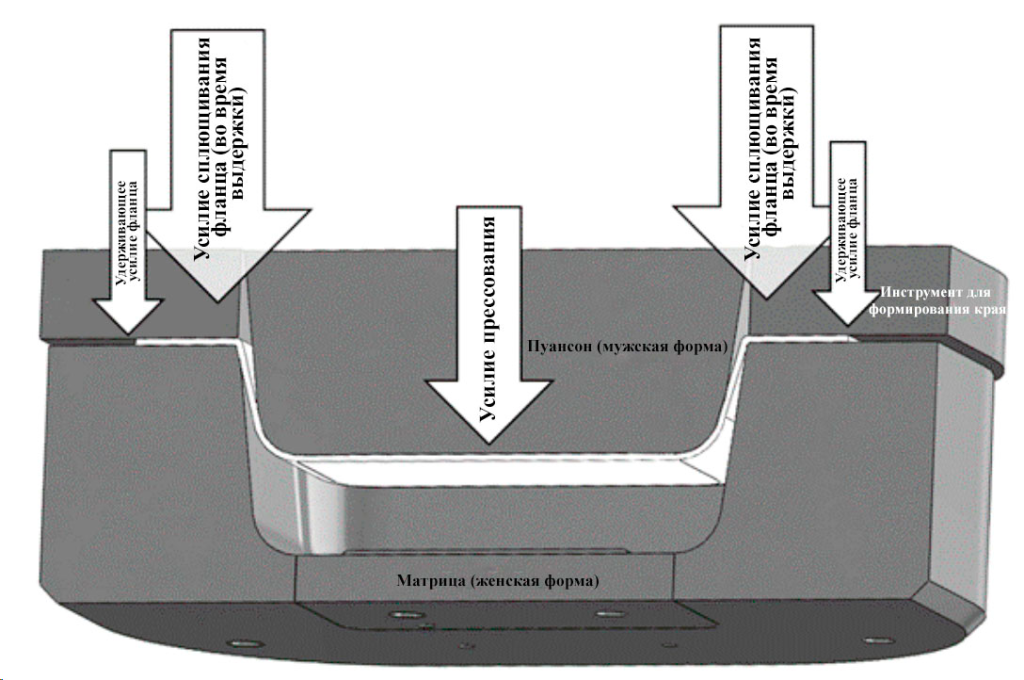
Рис. 2. Процесс прессования

Рис. 3. Испытание формованных лотков на сжатие

Рис. 4. Испытание на растяжение в угловой зоне лотка
На рисунках 2–4 показаны примеры проведения тестов и схемы фиксации образцов.
Таким образом, методика позволила проследить, как именно тепловой режим формования влияет на геометрию, сжимаемость и долговечность прессованных лотков.
- При низких температурах углы и стенки получались менее чёткими, могли наблюдаться складки.
- При повышении температуры края лотков формировались аккуратнее, материал лучше «садился» в форму.
На рисунке 5 показаны фотографии образцов, изготовленных при разных температурах. Хорошо видно, что при увеличении теплового воздействия качество геометрии улучшается.
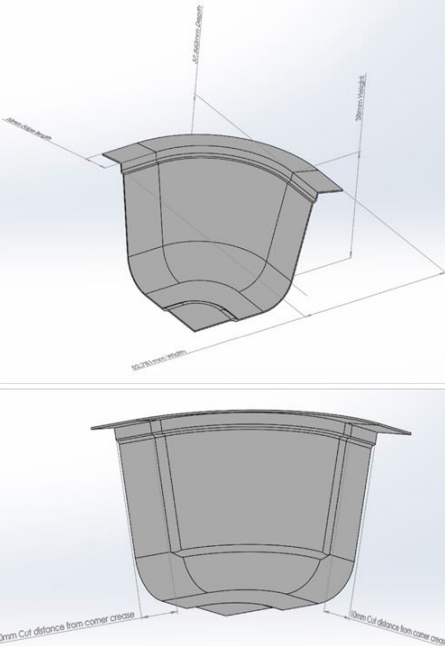
Рис. 5. Размеры испытуемого образца при испытании на растяжение в углу лотка
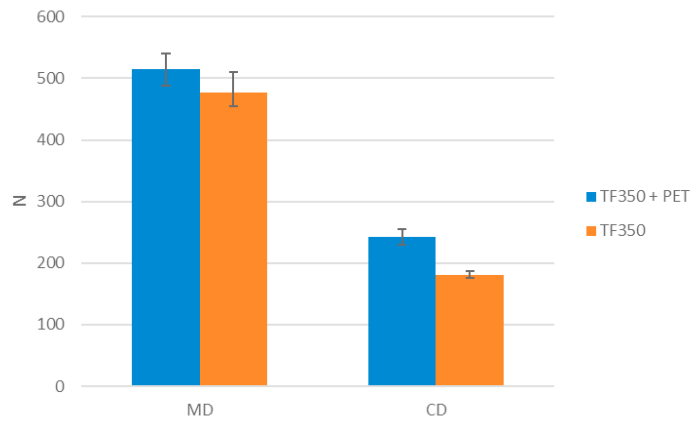
Рис. 6. Результаты испытаний на растяжение
Итог: оптимальное количество тепла повышает несущую способность, но слишком долгий нагрев может ослаблять картон, вызывая деградацию волокон.
Влияние теплового воздействия на материал явно прослеживается. С повышением температуры прочность лотков на сжатие значительно увеличивается. Даже при времени выдержки 400 мс достигнутое увеличение прочности на сжатие очевидно, так как более высокая температура приводит к более высокой прочности на сжатие. Это указывает на то, что увеличение теплового воздействия на волокнистую матрицу материала упрочняет структуру и улучшает жесткость сформованных изделий. При более высокой температуре формования влага из материала испаряется активнее, с высокой долей вероятности это приводит к более высокой жесткости производимых лотков.
- При недостаточном нагреве наблюдалась сильная деформация (стенки «разъезжались»).
- При оптимальном нагреве стенки оставались более жёсткими и устойчивыми.
Общие наблюдения
- Нагрев улучшает формуемость и прочность, но только в пределах разумного времени и температуры.
- ПЭТ-ламинат заметно повышает долговечность изделий, особенно в углах.
- Слишком интенсивный нагрев приводит к ослаблению картона из-за разрушения волокон.
- Таким образом, результаты показывают, что для производства прочных и долговечных пресс-формованных лотков необходимо подбирать оптимальное сочетание температуры и времени выдержки.
1. Что с материалом делает тепло?
При недостаточном нагреве волокна остаются слишком жёсткими, контакт с формой неравномерный: в углах и сгибах видны складки, края не достаточно формуются. Это искажает исходную геометрию изделия и закладывает слабые зоны. При умеренном/оптимальном нагреве (повышенная температура и ограниченная выдержка) волокна в верхних слоях картонной структуры становятся податливее, лучше ложатся в радиусы и ребра формы, а при охлаждении фиксируются. Итог — более чёткая геометрия, меньше дефектов, выше стабильность размеров.
При перегреве или избыточной выдержке наблюдается обратная сторона: «усталость» волокон, локальная потеря жёсткости, иногда появляется расслоение. Внешне это может выглядеть как идеально гладкий лоток, но с ухудшенными прочностными показателями при сжатии.
2) Как это отражается на прочности при сжатии и долговечности изделия?
Прочность при сжатии растёт по мере перехода от холодного к оптимально тёплому режиму формования: улучшается посадка стенок и углов, появляется меньше геометрических дефектов, нагрузка распределяется равномернее (см. тренды на рис. 6).
Угловые зоны — наиболее уязвимые. Они первыми выигрывают от умеренного нагрева: радиусы формируются чище, слои в углах «схватываются» лучше, уменьшаются локальные концентрации напряжений.
Стенки лотка при оптимальном нагреве меньше раскладываются под нагрузкой: повышается кольцевая жёсткость и сопротивление потере формы. Но при перегреве стенки становятся слишком хрупкими, и преимущество теряется.
3) Роль ПЭТ-ламинирования (внутренний слой ПЭТ)
С ПЭТ-ламинированием лотки лучше держат углы за счет частичного перераспределения напряжений. Плёнка снижает риск расслоений и трещин в местах перегибов. На температуре это сказывается особенно заметно: окно «полезного тепла» становится шире, а пик прочности — выше. Без ПЭТ оптимизация тепла всё равно улучшает прочность, но «потолок» эффекта ниже, а риск перейти в область деградации при долгой выдержке выше.
4) Итоговый принцип: «процессное окно» тепла
Авторы делают акцент: следует искать процессное окно — диапазон температуры и времени, где:
- геометрия формуется чисто;
- углы и стенки стабилизируются;
- прочность при сжатии максимальна или близка к максимуму;
- признаки перегрева ещё не проявились.
Важно не только сформовать лоток, но и обеспечить его механическую прочность, чтобы он не деформировался в процессе упаковки, транспортировки и использования. Известно, что нагрев при формовании помогает улучшить точность формы. Но до сих пор почти не изучалось, как количество тепла влияет на прочность при сжатии и на прочность угловых зон готовых изделий.
Цель работы: проверить, как разные режимы нагрева (температура и время выдержки) влияют на свойства пресс-формованных картонных лотков. Для этого авторы исследования сравнили образцы из обычного картона и картона с ПЭТ-покрытием.
Материалы и методы
Картон и покрытия
Для экспериментов использовались два вида картона:- Базовый картон без покрытия.
- Картон с ламинатом ПЭТ (полиэтилентерефталат) на внутренней стороне.
ПЭТ-покрытие применялось для того, чтобы повысить влагостойкость и термостойкость материала. Оно также должно было повлиять на поведение картона при нагреве и прессовании.
Основные характеристики образцов — масса на единицу площади, толщина, плотность и содержание влаги — приведены в таблице 1.
Таблица 1
| Усилие формования [кН] | Сила прижима [кН] | Температура пуансона [°C] | Температура матрицы [°C] | Время выдержки [мс] |
| 150 | 1,68 | 22 | 60, 120, 180 | 400, 1000, 1600 |
Процесс формования
Образцы формовали с помощью лабораторного пресса с регулируемыми температурой и временем нагрева.Использовались металлические формы, имитирующие промышленное производство лотков. Листы картона нагревали и прессовали, образуя стандартные лотки с прямоугольным дном и загнутыми краями. Параметры процесса варьировались: температура нагрева (несколько уровней), время выдержки в форме.
Цель — выяснить, как изменяется прочность изделий при разных комбинациях этих факторов.
Рис. 1. (a) Геометрия заготовки лотка, биговки показаны красным цветом, (b) углы бигованной заготовки и прессованного лотка
Испытания на прочность
Для оценки качества изделий проводили несколько серий испытаний:1. Прочность при сжатии по диагонали (BCT — Box Compression Test).
Такой тест имитирует реальные нагрузки при штабелировании упаковки.
- Лоток устанавливали между двумя плитами и постепенно сжимали.
- Регистрировали максимальную нагрузку до разрушения.
2. Прочность угловых зон.
Отдельно проверяли, как углы лотка выдерживают нагрузку, так как именно там чаще всего происходят деформации.
- Деформация стенок.
- Измеряли, как сильно выгибаются боковые стенки при нагрузке.
Рис. 2. Процесс прессования
Рис. 3. Испытание формованных лотков на сжатие
Рис. 4. Испытание на растяжение в угловой зоне лотка
На рисунках 2–4 показаны примеры проведения тестов и схемы фиксации образцов.
Анализ данных
Для каждой комбинации параметров формования (температура + время) было изготовлено несколько лотков. Все они проходили испытания, после чего рассчитывались средние значения и стандартные отклонения.Таким образом, методика позволила проследить, как именно тепловой режим формования влияет на геометрию, сжимаемость и долговечность прессованных лотков.
Результаты и обсуждение
Влияние тепла на геометрию лотков
При формовании выяснилось, что температура и время выдержки влияют на то, насколько ровно и чётко картон принимает форму.- При низких температурах углы и стенки получались менее чёткими, могли наблюдаться складки.
- При повышении температуры края лотков формировались аккуратнее, материал лучше «садился» в форму.
На рисунке 5 показаны фотографии образцов, изготовленных при разных температурах. Хорошо видно, что при увеличении теплового воздействия качество геометрии улучшается.
Рис. 5. Размеры испытуемого образца при испытании на растяжение в углу лотка
Прочность при сжатии
Одним из главных показателей была максимальная нагрузка, которую выдерживает лоток при сжатии. Лотки из базового картона при низкой температуре показывали невысокую прочность. При увеличении температуры прочность возрастала, но только до определённого предела. У картонных лотков с ПЭТ-ламинатом рост прочности был более заметным: ПЭТ-плёнка препятствовала расслоению и усиливала углы. Результаты испытаний на растяжение показаны на рисунке 6. Прочность материала с покрытием выше как в машинном (MD), так и в поперечном (CD) направлении картона.Рис. 6. Результаты испытаний на растяжение
Итог: оптимальное количество тепла повышает несущую способность, но слишком долгий нагрев может ослаблять картон, вызывая деградацию волокон.
Влияние теплового воздействия на материал явно прослеживается. С повышением температуры прочность лотков на сжатие значительно увеличивается. Даже при времени выдержки 400 мс достигнутое увеличение прочности на сжатие очевидно, так как более высокая температура приводит к более высокой прочности на сжатие. Это указывает на то, что увеличение теплового воздействия на волокнистую матрицу материала упрочняет структуру и улучшает жесткость сформованных изделий. При более высокой температуре формования влага из материала испаряется активнее, с высокой долей вероятности это приводит к более высокой жесткости производимых лотков.
Деформация стенок
Стенки лотков при сжатии вели себя по-разному:- При недостаточном нагреве наблюдалась сильная деформация (стенки «разъезжались»).
- При оптимальном нагреве стенки оставались более жёсткими и устойчивыми.
Общие наблюдения
- Нагрев улучшает формуемость и прочность, но только в пределах разумного времени и температуры.- ПЭТ-ламинат заметно повышает долговечность изделий, особенно в углах.
- Слишком интенсивный нагрев приводит к ослаблению картона из-за разрушения волокон.
- Таким образом, результаты показывают, что для производства прочных и долговечных пресс-формованных лотков необходимо подбирать оптимальное сочетание температуры и времени выдержки.
Заключение
Исследование показало, что количество подводимого тепла при пресс-формовании (сочетание температуры инструмента и времени выдержки в форме) напрямую определяет геометрию, несущую способность и долговечность картонных лотков. Речь идёт не просто о более легком формовании при нагреве, а о композиции нескольких эффектов: облегчение течения волоконно-поровой структуры, стабилизация формы при охлаждении и риске деградации бумаги при чрезмерном нагреве.1. Что с материалом делает тепло?
При недостаточном нагреве волокна остаются слишком жёсткими, контакт с формой неравномерный: в углах и сгибах видны складки, края не достаточно формуются. Это искажает исходную геометрию изделия и закладывает слабые зоны. При умеренном/оптимальном нагреве (повышенная температура и ограниченная выдержка) волокна в верхних слоях картонной структуры становятся податливее, лучше ложатся в радиусы и ребра формы, а при охлаждении фиксируются. Итог — более чёткая геометрия, меньше дефектов, выше стабильность размеров.
При перегреве или избыточной выдержке наблюдается обратная сторона: «усталость» волокон, локальная потеря жёсткости, иногда появляется расслоение. Внешне это может выглядеть как идеально гладкий лоток, но с ухудшенными прочностными показателями при сжатии.
2) Как это отражается на прочности при сжатии и долговечности изделия?
Прочность при сжатии растёт по мере перехода от холодного к оптимально тёплому режиму формования: улучшается посадка стенок и углов, появляется меньше геометрических дефектов, нагрузка распределяется равномернее (см. тренды на рис. 6).
Угловые зоны — наиболее уязвимые. Они первыми выигрывают от умеренного нагрева: радиусы формируются чище, слои в углах «схватываются» лучше, уменьшаются локальные концентрации напряжений.
Стенки лотка при оптимальном нагреве меньше раскладываются под нагрузкой: повышается кольцевая жёсткость и сопротивление потере формы. Но при перегреве стенки становятся слишком хрупкими, и преимущество теряется.
3) Роль ПЭТ-ламинирования (внутренний слой ПЭТ)
С ПЭТ-ламинированием лотки лучше держат углы за счет частичного перераспределения напряжений. Плёнка снижает риск расслоений и трещин в местах перегибов. На температуре это сказывается особенно заметно: окно «полезного тепла» становится шире, а пик прочности — выше. Без ПЭТ оптимизация тепла всё равно улучшает прочность, но «потолок» эффекта ниже, а риск перейти в область деградации при долгой выдержке выше.
4) Итоговый принцип: «процессное окно» тепла
Авторы делают акцент: следует искать процессное окно — диапазон температуры и времени, где:
- геометрия формуется чисто;
- углы и стенки стабилизируются;
- прочность при сжатии максимальна или близка к максимуму;
- признаки перегрева ещё не проявились.

